Share:
Detailed introduction

Application scope:
Wear-resistant steel plates have high wear resistance and good impact resistance. They can be cut, bent, welded, etc. They can be connected with other structures by welding, plug welding, bolt connection and other methods. During on-site maintenance, they are time-saving and convenient. They are widely used in metallurgy, coal, cement, power, glass, mining, building materials, brick and tile and other industries. Compared with other materials, It has a very high cost performance and has been favored by more and more industries and manufacturers.
Technical parameters:
Hardness, HRC
Wear-resistant layer thickness ≤4mm: HRC54-58;
Wear-resistant layer thickness > 4mm: HRC56-62
Appearance parameters
Flatness: 5mm/M
Processing method:
1. The steel plate cutting method is applicable to both cold cutting and hot cutting. Cold cutting includes water jet cutting, shearing, sawing or abrasive cutting; Thermal cutting includes oxygen fuel flame cutting (hereinafter referred to as "flame cutting"), particle cutting and laser cutting.
2. Cutting methods: Through relevant process tests, master the general characteristics and cutting thickness ranges of various steel plate cutting methods.
3. The flame cutting method for high-grade wear-resistant steel plates is as simple as that for ordinary low-carbon and low-alloy steel. When cutting thick wear-resistant steel plates, attention should be paid!! As the thickness and hardness of the steel plate increase, the tendency for cracks to appear at the cutting edge also increases. To prevent the occurrence of cutting cracks in steel plates, the following suggestions should be followed during cutting:
Cutting cracks: Cutting cracks in steel plates are similar to hydrogen-induced cracks that occur during welding. If cracks occur at the cutting edge of the steel plate, they will not appear until 48 hours to several weeks after the thickness is cut. Therefore, cutting cracks belong to delayed cracks. The greater the thickness and hardness of the steel plate, the larger the cutting cracks will occur.
Preheating cutting: The most effective way to prevent cracks in steel plate cutting is to preheat it before cutting. Before flame cutting, steel plates usually need to be preheated. The preheating temperature mainly depends on the quality grade and thickness of the steel plate, as shown in Table 2. The preheating methods can be carried out by using a flame gun, an electronic heating pad, or a heating furnace. To determine the preheating effect of the steel plate, the required temperature should be tested on the surface of the heating point.
Note: Special attention should be paid to preheating. Ensure that the interface of the entire steel plate is heated evenly to avoid local overheating in the area in contact with the heat source.
Low-speed cutting: Another way to avoid cutting cracks is to reduce the cutting speed. If it is impossible to preheat the entire plate, the local preheating method can be used as an alternative. The reliability of using low-speed cutting methods to prevent cutting cracks is not as good as that of preheating. We suggest that the cutting tape be preheated by air-soaking it several times with a flame gun before cutting. The preheating temperature should reach around 100°C. Its maximum cutting speed depends on the grade and thickness of the steel plate.
Special note: The combined use of preheating and low-speed flame cutting methods can further reduce the probability of cutting cracks.
Post-cutting slow cooling requirements: Regardless of whether the cutting surface is preheated or not, slow cooling of the steel plate after cutting will effectively reduce the risk of cutting cracks. If the still warm parts are piled up after cutting and covered with heat insulation blankets, slow cooling can also be achieved. Slow cooling requires cooling to room temperature.
Heating requirements after cutting: For the cutting of wear-resistant steel plates, immediate heating (low-temperature tempering) after cutting is also an effective method and measure to prevent cutting cracks. The thickening of steel plates through low-temperature tempering treatment can effectively eliminate the stress involved in cutting (low-temperature tempering process; The heat preservation time is 5 minutes per millimeter.
For the method of heating after cutting, the heating methods of combustion guns, electronic heating blankets and mourning furnaces are also adopted for the heating after cutting.
4. Measures to Reduce the softening of steel plates The anti-softening property of steel mainly depends on its chemical composition, microstructure and processing method. For heat-cut components, the smaller the component, the greater the risk of the entire component softening. If the temperature of the steel plate exceeds 200-250°C, the hardness of the steel plate will decrease.
Cutting method: When cutting small components from steel plates, the heat supplied by the welding torch and preheating will accumulate in the workpiece. The smaller the size of the cut workpiece, the less than 200mm it should be; otherwise, there is a risk of the workpiece softening. The best way to eliminate the risk of softening is cold cutting, such as water jet cutting. If thermal cutting must be used, plasma or laser cutting should be selected. This is because flame cutting provides more heat to the workpiece, thereby increasing its temperature.
Underwater cutting method: An effective way to limit and reduce the range of the softening zone, using water to cool the steel plate and the cutting surface during the cutting process. Therefore, steel plates can be cut either by placing them in water or by spraying water on the cutting surface. Underwater cutting methods can be selected as plasma or flame cutting. Underwater cutting has the following characteristics:
The heat-affected zone during cutting is small.
Prevent the hardness of the entire workpiece from decreasing;
Reduce the deformation of the cut workpiece;
The workpiece can be cooled directly after cutting.
5. Flame cutting
As long as the operation is correct and equipped with appropriate cutting tools, wear-resistant steel can be cut by flame cutting, plasma arc cutting or laser cutting methods.
The types of cutting tools produced by different manufacturers vary. It is necessary to pay attention to the requirements separately listed by the manufacturers in the cutting table (such as nozzle selection, gas pressure, cutting method, speed, etc.).
The surface condition of the steel plate also has a significant impact on the flame cutting condition and the quality of the cutting surface. If the quality requirements for the cutting surface are very high, it is necessary to remove the oxide scale, rust stains, paint and other impurities on the cutting area of the workpiece.
Packaging and shipment

Company Profile
Guangqing Ganglian Metal Manufacturing Co., Ltd. is a professional steel Supplier. We are committed to providing global users with a wide variety of high-quality one-stop supply chain solutions. The predecessor of the company has been deeply engaged in the domestic market for over a decade. In 2021, the export department was established. Relying on its strong resource integration capabilities and service network, its products have been exported to Vietnam, the Philippines, Thailand, Myanmar, Indonesia, Turkey, Poland, Italy, Spain, Saudi Arabia, the United Arab Emirates, Bahrain, Iran, Russia, Brazil, Kenya, and South Africa. More than 80 countries and regions.
With a professional team, high-quality resources, efficient processes and considerate services, we guarantee your delivery timeliness, create greater value for our customers and help you gain the upper hand in the global market.
Enterprise certification

The product range covers various types such as Steel plates, coils, tubes, profiles, etc. The materials include carbon steel, stainless steel, galvanized, color-coated, alloys, copper and aluminum, etc. The enterprise has passed international certifications such as ISO9001 and 13485. Its products comply with different standards including JIS,DIN,ASTM,EN,AISI, GOST etc, and have successfully passed CE certification. The company actively cooperates with third-party certification companies such as TUV,BV, and SGS to provide customers with authoritative and reliable third-party test reports.
 ISO9001
ISO9001- ISO14001
- ISO45001
- CE




Exhibition-related
- Vietnam Exhibition

- Saudi Exhibition

- Saudi Exhibition
Related products
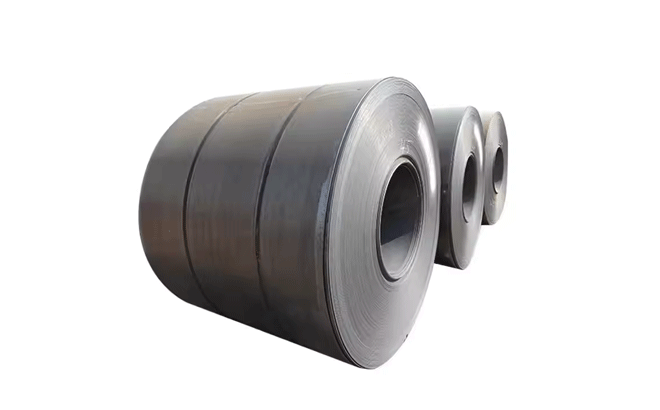
 Wear Steel CoilWear Resistant Steel Plate refers to a special plate product specifically designed for use in large-area wear working conditions. The commonly used wear-resistant steel plate is a plate product made by surfacing a certain thickness of alloy wear-resistant layer with high hardness and excellent wear resistance on the surface of ordinary low-carbon steel or low-alloy steel with good toughness and plasticity. In addition, there are cast wear-resistant steel plates and alloy quenched wear-resistant steel plates.
Wear Steel CoilWear Resistant Steel Plate refers to a special plate product specifically designed for use in large-area wear working conditions. The commonly used wear-resistant steel plate is a plate product made by surfacing a certain thickness of alloy wear-resistant layer with high hardness and excellent wear resistance on the surface of ordinary low-carbon steel or low-alloy steel with good toughness and plasticity. In addition, there are cast wear-resistant steel plates and alloy quenched wear-resistant steel plates.- Copper pipeHigh-quality copper pipes for plumbing, HVAC, and industrial applications. Excellent conductivity, corrosion resistance, and durability. Available in various types including square tubes, condenser tubes, and custom shapes.
- Aluminum CoilExplore high-quality aluminum coils from 1000 to 9000 series, each designed for specific industrial applications. Our aluminum coils offer durability, corrosion resistance, and versatility for various sectors.
- High-Quality Rebar: Classification, Specifications & ApplicationsDiscover the comprehensive guide to rebar classification, specifications, and applications. Learn about geometric and performance-based classifications, standard sizes, and uses in construction.



Customer Review
Global steel supply chain expert
Reputation:☆☆☆☆☆
Service::☆☆☆☆☆
Description:☆☆☆☆☆
Logistics:☆☆☆☆☆
Hot products
- Wear Steel CoilWear Resistant Steel Plate refers to a special plate product specifically designed for use in large-area wear working conditions. The commonly used wear-resistant steel plate is a plate product made by surfacing a certain thickness of alloy wear-resistant layer with high hardness and excellent wear resistance on the surface of ordinary low-carbon steel or low-alloy steel with good toughness and plasticity. In addition, there are cast wear-resistant steel plates and alloy quenched wear-resistant steel plates.
- Copper pipeHigh-quality copper pipes for plumbing, HVAC, and industrial applications. Excellent conductivity, corrosion resistance, and durability. Available in various types including square tubes, condenser tubes, and custom shapes.
- Aluminum CoilExplore high-quality aluminum coils from 1000 to 9000 series, each designed for specific industrial applications. Our aluminum coils offer durability, corrosion resistance, and versatility for various sectors.
- High-Quality Rebar: Classification, Specifications & ApplicationsDiscover the comprehensive guide to rebar classification, specifications, and applications. Learn about geometric and performance-based classifications, standard sizes, and uses in construction.
- High-Quality Stainless Steel Bars for Industrial ApplicationsPremium stainless steel bars available in various grades (304, 316L, 321, duplex steel) and specifications (1.0-250mm). Compliant with GB/T 1220-2007 and ASTM A276 standards for mechanical, aerospace, and food processing industries.
- Premium Color-Coated Steel Coil for Durable Construction SolutionsHigh-quality color-coated steel coils with various coating structures and types, offering excellent durability, corrosion resistance, and aesthetic appeal for construction and industrial applications.
- Galvanized Steel Pipe - Hot-Dip & Cold Galvanized Pipes ManufacturerHigh-quality galvanized steel pipes including hot-dip and cold galvanized variants. Our pipes feature superior corrosion resistance, durability, and compliance with industry standards.
- DC51D+Z Galvanized Coil/Plate - High-Quality Galvanized Steel SheetsExplore premium DC51D+Z galvanized coils and plates, including various types like commercial sheets, structural GI sheets, and deep-drawn steel plates. Learn about hot-dip and electro-galvanizing processes.
- Hot-Rolled Carbon Steel coil - High Strength & Weldable Steel SheetsDurable hot-rolled carbon steel plates with excellent strength, toughness, and weldability. Available in various thicknesses (1mm-200mm) and materials (Q195-Q345E). Ideal for construction, automotive, and machinery applications.
- API 5L Grade X52 Steel Pipe - High-Quality Petroleum Pipeline SolutionAPI 5L Grade X52 Steel Pipe is a carbon steel pipe designed for petroleum and natural gas transportation, available in seamless and welded types with various end designs.
- Carbon Steel EFW Pipes - ASTM A671/ASME SA671 Grade PipesHigh-quality Carbon Steel EFW Pipes available in various ASTM A671/ASME SA671 grades and classes. Ideal for industrial applications requiring durability and precision.
- 304L Stainless Steel Pipe - High-Quality Low Carbon Steel Pipes304L stainless steel pipe is a low-carbon variant of 304 stainless steel, with a maximum carbon content of 0.03%. It offers excellent corrosion resistance, weldability, and durability, making it ideal for various industrial applications.
- 2205 Duplex Stainless Steel CoilStandard number of Duplex Stainless steel 2205: ASTM A240/A240M--01 Duplex stainless steel 2205 alloy is a duplex stainless steel composed of 22% chromium, 2.5% molybdenum and 4.5% nickel-nitrogen alloy. It features high strength, good impact toughness, and excellent overall and local resistance to stress corrosion.
 Cold Rolled Stainless Steel PlateStainless steel cold rolled steel plate is a stainless steel plate produced by cold rolling process. The thickness of the steel plate is not more than 3mm, and the thickness of the steel plate is more than 3mm. Used for making corrosion-resistant parts, pipelines, containers, medical instruments, Marine equipment, etc.
Cold Rolled Stainless Steel PlateStainless steel cold rolled steel plate is a stainless steel plate produced by cold rolling process. The thickness of the steel plate is not more than 3mm, and the thickness of the steel plate is more than 3mm. Used for making corrosion-resistant parts, pipelines, containers, medical instruments, Marine equipment, etc.- PbSe LumpLead selenide is the selenide of lead, with the chemical formula PbSe, and it is a cubic crystal with a NaCl structure. Melting point: 1078℃. Molecular weight: 286.16. CAS Number: 12069-00-0. Density: 8.1g/cm ³. Its direct band gap is 0.27 eV at room temperature. Lead selenide can be obtained by the reaction of selenourea and lead acetate in the presence of hydrazine (N2H4) or potassium iodide (KI3).
- PbTe GranulesLead telluride properties: Gray cubic crystal system. Melting point: 924℃. Relative molecular mass: 334.8.CAS registration number: 1314-91-6. Density: 8.164g/cm ³. The conventional method is to mix high-purity lead and tellurium in a stoichiometric ratio and store them in quartz ampoules. In a furnace, quartz ampoules are melted at 1050 ° C under vacuum for 12 hours, and then rapidly cooled in air to synthesize PbTe. The prepared PbTe can be grown into PbTe single crystals by gas-phase growth and zone melting methods.












Message